СОБСТВЕННОЕ ПРОИЗВОДСТВО МАРКИ 
Прокладки овального сечения ГОСТ Р 53561-2009

Прокладки овального сечения ГОСТ Р 53561-2009
| ПОЛУЧИТЬ СЧЕТ |
| ХАРАКТЕРИСТИКИ |
Выставим счет в течении 30 минут.
Доставим по Москве и Области на следующий день.
Отправим в любой регион России.
Доставим по Москве и Области на следующий день.
Отправим в любой регион России.
Прокладки овального сечения ГОСТ Р 53561-2009: описание
Этот стандарт который называется "Арматура трубопроводная, прокладки овального сечения стальные для фланцев арматуры. Конструкция, размеры и общие технические требования" устанавливает размеры, конструкцию и все технические требования на стальные прокладки восьмиугольного, овального сечения для фланцевых соединений арматуры с фланцами, имеющими уплотняющую поверхность исполнения 7 ГОСТ 12815 и J ИСО 7005-1. Данный стандарт применим на уплотняющую прокладки восьмиугольного, овального сечения для фланцевых соединений с фланцами диаметра номинального DN от 10 до 400 на давление номинальное PN от 6,3 до 20 Мпа по ИСО 7005-1 и ГОСТ 12815.
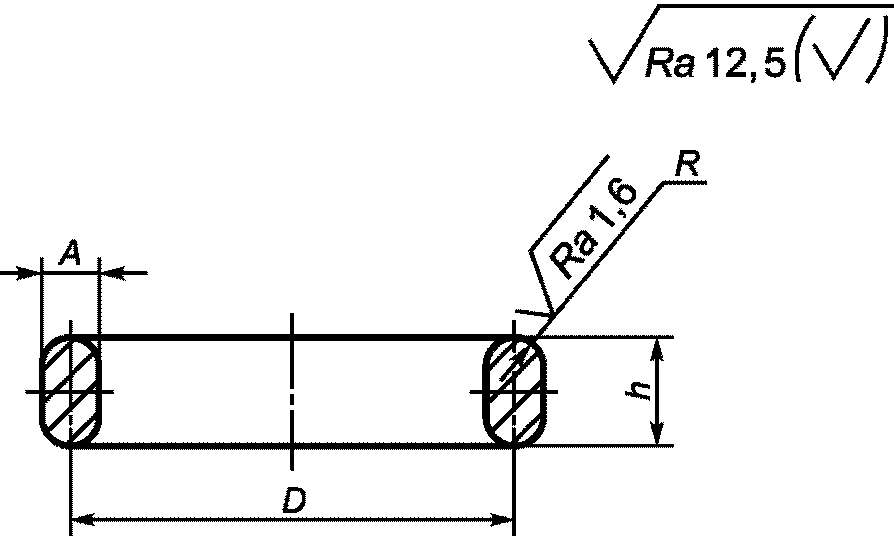
Конструкция прокладок по ГОСТ Р 53561-2009
Конструкция и размеры прокладок типа 1 для фланцев по ГОСТ 12815 (исполнение 7) и ИСО 7005-1 [1] (исполнение J) должны соответствовать чертежу приведенному на рисунке 1 и размерам в таблице 1.
Условно обозначение, маркировка прокладок
Примеры условных обозначений прокладок типа 1 для фланца DN 200, PN 63 из стали марки 08кп:
- для фланцев по ГОСТ 12815:
Прокладка 1-1-200-63-08кп ГОСТ Р 53561-2009
- для фланцев по ИСО 7005-1 [1]:
Прокладка 1-2-200-63-08кп ГОСТ Р 53561-2009
- для фланцев по ГОСТ 12815:
Прокладка 1-1-200-63-08кп ГОСТ Р 53561-2009
- для фланцев по ИСО 7005-1 [1]:
Прокладка 1-2-200-63-08кп ГОСТ Р 53561-2009
Технические требования к прокладкам по ГОСТ Р 53561-2009
Прокладки следует изготовлять в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке. Прокладки допускается изготавливать из труб, поковок, штампованных заготовок и сортового проката из следующих материалов:
- овальные и восьмиугольные прокладки из стали 08кп по ГОСТ 1050 (применяемые при температуре от минус 40 °С до плюс 475 °С), сталей 08X13, 08X18Н10 и 08X18Н10Т по ГОСТ 5632 (применяемые при температуре от минус 270 °С до плюс 600 °С);
- линзовые прокладки из углеродистых сталей 20 (применяемые при температуре от минус 40 °С до плюс 475 °С), 35 (применяемые при температуре от минус 40 °С до плюс 425 °С) по ГОСТ 1050, легированных сталей 20X13 (применяемые при температуре от минус 40 °С до плюс 450 °С), 12X18Н10Т (применяемые при температуре от минус 270 °С до плюс 600 °С), 10Х17Н13М2Т (применяемые при температуре от минус 253 °С до плюс 700 °С), 10Х17Н13М3Т (применяемые при температуре от минус 196 °С до плюс 600 °С) по ГОСТ 5632, 15ХМ (применяемые при температуре от минус 40 °С до плюс 560 °С), 30ХМ (применяемые при температуре от минус 50 °С до плюс 450 °С) по ГОСТ 4543.
Материал прокладок выбирают в зависимости от условий эксплуатации соединения. Допускается изготовление прокладок из других марок сталей, исходя из условий эксплуатации, по нормативному документу, утвержденному в установленном порядке.
Допускается наличие на прокладке одного поперечного сварного шва. Разность в твердости основного металла и сварного шва не должна быть более 20 НВ. Для сварных прокладок верхний предел температуры указан в без учета стойкости к межкристаллитной коррозии. Прокладки из легированной стали следует подвергать термической обработке. После термической обработки на поверхности прокладок не должно быть отслаивающейся окалины. Допускаются цвета побежалости.
Твердость основного металла прокладок должна быть ниже твердости металла фланца. Разность в твердости металла фланцев и прокладок должна быть не менее 20 НВ.
Измерение твердости проводят не менее чем в трех точках, расположенных по окружности на боковой поверхности прокладок под углом 120°.
На уплотнительных поверхностях прокладок не допускаются раковины, забоины, вмятины, царапины, трещины и другие дефекты. Исправление указанных дефектов заваркой или подчеканкой не допускается. Кромки прокладок не должны иметь заусенцев. Для снятия заусенцев допускается притупление острой кромки до 0,5 мм.
При поставке прокладок маркировка на бирке, прикрепленной к каждой прокладке, должна содержать: товарный знак предприятия-изготовителя, условное обозначение, марку материала и номер настоящего документа. На боковую поверхность прокладок наносят марку материала.
Прокладки, поставляемые в составе изделия, маркируют в порядке, принятом на предприятии-изготовителе.
- овальные и восьмиугольные прокладки из стали 08кп по ГОСТ 1050 (применяемые при температуре от минус 40 °С до плюс 475 °С), сталей 08X13, 08X18Н10 и 08X18Н10Т по ГОСТ 5632 (применяемые при температуре от минус 270 °С до плюс 600 °С);
- линзовые прокладки из углеродистых сталей 20 (применяемые при температуре от минус 40 °С до плюс 475 °С), 35 (применяемые при температуре от минус 40 °С до плюс 425 °С) по ГОСТ 1050, легированных сталей 20X13 (применяемые при температуре от минус 40 °С до плюс 450 °С), 12X18Н10Т (применяемые при температуре от минус 270 °С до плюс 600 °С), 10Х17Н13М2Т (применяемые при температуре от минус 253 °С до плюс 700 °С), 10Х17Н13М3Т (применяемые при температуре от минус 196 °С до плюс 600 °С) по ГОСТ 5632, 15ХМ (применяемые при температуре от минус 40 °С до плюс 560 °С), 30ХМ (применяемые при температуре от минус 50 °С до плюс 450 °С) по ГОСТ 4543.
Материал прокладок выбирают в зависимости от условий эксплуатации соединения. Допускается изготовление прокладок из других марок сталей, исходя из условий эксплуатации, по нормативному документу, утвержденному в установленном порядке.
Допускается наличие на прокладке одного поперечного сварного шва. Разность в твердости основного металла и сварного шва не должна быть более 20 НВ. Для сварных прокладок верхний предел температуры указан в без учета стойкости к межкристаллитной коррозии. Прокладки из легированной стали следует подвергать термической обработке. После термической обработки на поверхности прокладок не должно быть отслаивающейся окалины. Допускаются цвета побежалости.
Твердость основного металла прокладок должна быть ниже твердости металла фланца. Разность в твердости металла фланцев и прокладок должна быть не менее 20 НВ.
Измерение твердости проводят не менее чем в трех точках, расположенных по окружности на боковой поверхности прокладок под углом 120°.
На уплотнительных поверхностях прокладок не допускаются раковины, забоины, вмятины, царапины, трещины и другие дефекты. Исправление указанных дефектов заваркой или подчеканкой не допускается. Кромки прокладок не должны иметь заусенцев. Для снятия заусенцев допускается притупление острой кромки до 0,5 мм.
При поставке прокладок маркировка на бирке, прикрепленной к каждой прокладке, должна содержать: товарный знак предприятия-изготовителя, условное обозначение, марку материала и номер настоящего документа. На боковую поверхность прокладок наносят марку материала.
Прокладки, поставляемые в составе изделия, маркируют в порядке, принятом на предприятии-изготовителе.