СОБСТВЕННОЕ ПРОИЗВОДСТВО МАРКИ 
ГОСТ Р 53561-2009 Прокладки восьмиугольного сечения для фланцев арматуры

ГОСТ Р 53561-2009 Прокладки восьмиугольного сечения для фланцев арматуры
| ПОЛУЧИТЬ СЧЕТ |
| ХАРАКТЕРИСТИКИ |
Выставим счет в течении 30 минут.
Доставим по Москве и Области на следующий день.
Отправим в любой регион России.
Доставим по Москве и Области на следующий день.
Отправим в любой регион России.
ГОСТ восьмиугольные прокладки: нормы
Некоторые механизмы должны работать в условиях экстремального давления при значительных температурных перепадах. Например, в химических или энергетических отраслях, насосах, трубах, в том числе, нефтепроводах. Тогда, для конструктивных деталей и герметизации стыков, которые подвергнутся серьёзным нагрузкам, выбираются качественные марки стали. Существует некоторое разнообразие в номенклатуре восьмиугольных прокладках производимых компанией Карбон Групп. Существуют множество стандартов по которым они производятся.
Прокладки восьмиугольные ГОСТ Р 53561 2009 изготавливаются из металлических сплавов и регулируются документами:
- отраслевых правил 26-845-73;
- нормами АТК 26-18-6-93;
- Госстандартом 28759.8-90.
К ГОСТ, впервые принятому в 2009, периодически, вводятся дополнения. К началу 2019 было два комментария — за 2011 и 2018 гг.
Обновления публикуются в инфо СМИ Нацстандартов. Изменения к нормам дублируются на вебсайте Федерального Агентства Техрегулирования и Метрологии по официальному адресу gost.ru.
В качестве сырья деталей используются:
- поковки - стальные заготовки из прочных марок;
- сортовой горячий металлопрокат со сплошными поперечниками;
- трубы или штамп заготовки.
Выбор материала диктуется комплектацией производственных мощностей станочным оборудованием.
По действующим нормам для изготовления деталей задействуется сталь - чёрная или нержавеющая, в следующем соответствие сорта металла/ГОСТа:
- 08кп/ГОСТ1577/10895/11036.
- 08X13/ГОСТ7350/5949.
- 08X18Н10/ГОСТ7350/5949.
Кроме этого, допускается выбирать сырьё других марок.
Прокладки восьмиугольные ГОСТ Р 53561 2009 изготавливаются из металлических сплавов и регулируются документами:
- отраслевых правил 26-845-73;
- нормами АТК 26-18-6-93;
- Госстандартом 28759.8-90.
К ГОСТ, впервые принятому в 2009, периодически, вводятся дополнения. К началу 2019 было два комментария — за 2011 и 2018 гг.
Обновления публикуются в инфо СМИ Нацстандартов. Изменения к нормам дублируются на вебсайте Федерального Агентства Техрегулирования и Метрологии по официальному адресу gost.ru.
В качестве сырья деталей используются:
- поковки - стальные заготовки из прочных марок;
- сортовой горячий металлопрокат со сплошными поперечниками;
- трубы или штамп заготовки.
Выбор материала диктуется комплектацией производственных мощностей станочным оборудованием.
По действующим нормам для изготовления деталей задействуется сталь - чёрная или нержавеющая, в следующем соответствие сорта металла/ГОСТа:
- 08кп/ГОСТ1577/10895/11036.
- 08X13/ГОСТ7350/5949.
- 08X18Н10/ГОСТ7350/5949.
Кроме этого, допускается выбирать сырьё других марок.
Прокладки восьмиугольные ГОСТ Р 53561 2009: применение

Стальные прокладки восьмиугольного сечения ГОСТ Р 53561 2009 размещаются между фланцевыми сопряжениями — в целях уплотнения стыка деталей. Прокладка может выпускаться со сварным поперечным швом, но только единственным. Твёрдость стыка не должна различаться с твёрдостью базовой стали более, чем на 20 единиц по Бринеллю — в HB.
В работе прокладки предельно надёжны, практически не изнашиваются. Внешне, после использования, выглядят пригодными к дальнейшей сборке. Однако, для повторной эксплуатации не рекомендуются, так как не удастся достигнуть идеальной герметизации при обычной степени затягивания. Можно попытаться увеличить давление, усилив затяжку. Но, есть риск повредить поверхность фланцев, так как их твёрдость не превышает твёрдость прокладок.
В работе прокладки предельно надёжны, практически не изнашиваются. Внешне, после использования, выглядят пригодными к дальнейшей сборке. Однако, для повторной эксплуатации не рекомендуются, так как не удастся достигнуть идеальной герметизации при обычной степени затягивания. Можно попытаться увеличить давление, усилив затяжку. Но, есть риск повредить поверхность фланцев, так как их твёрдость не превышает твёрдость прокладок.
Стальные прокладки восьмиугольного сечения ГОСТ Р 53561 2009: спецификации
Прокладки восьмиугольного сечения по ГОСТ Р 53561-2009 с формой окружности именуются кольцом или прокладкой Армко. Представляют собой металлический обод с восьмигранным сечением. Производственный цикл деталей заканчивается термической обработкой, после которой не должно оставаться:
- слоящейся окалины;
- вмятин или трещин;
- царапин и других дефектов.
Допустимо присутствие на металле побежалых оттенков. При обнаружении дефектов, деталь отбраковывается, так как методы подчеканки или заварки не допускаются. Единственный момент, который можно корректировать — снятие заусенец. Но, только, если получившаяся острой кромка, в результате правки, притупится не более, чем на полмиллиметра.
Прокладки из стали выдерживают:
1. Давление в диапазоне 6,3-20 в миллипаскалях, что соответствует нагрузке 63-200 кг на 1 квадратный сантиметр.
2. Температурный режим до -270 Со ниже нуля и до +600 Со выше нуля.
Выполненные по ГОСТ восьмиугольные прокладки измеряются на твёрдость минимум в 3 точках боковой плоскости через равные промежутки с шагом в 120о. Затем маркируются с указанием марки сырья. Предпродажная подготовка завершается комплектацией каждого изделия биркой с логотипом выпускающей организации и No стандарта.
- слоящейся окалины;
- вмятин или трещин;
- царапин и других дефектов.
Допустимо присутствие на металле побежалых оттенков. При обнаружении дефектов, деталь отбраковывается, так как методы подчеканки или заварки не допускаются. Единственный момент, который можно корректировать — снятие заусенец. Но, только, если получившаяся острой кромка, в результате правки, притупится не более, чем на полмиллиметра.
Прокладки из стали выдерживают:
1. Давление в диапазоне 6,3-20 в миллипаскалях, что соответствует нагрузке 63-200 кг на 1 квадратный сантиметр.
2. Температурный режим до -270 Со ниже нуля и до +600 Со выше нуля.
Выполненные по ГОСТ восьмиугольные прокладки измеряются на твёрдость минимум в 3 точках боковой плоскости через равные промежутки с шагом в 120о. Затем маркируются с указанием марки сырья. Предпродажная подготовка завершается комплектацией каждого изделия биркой с логотипом выпускающей организации и No стандарта.
Конструкция и размеры прокладок по ГОСТ 53561-2009
Прокладки по конструкции предусматриваются трех типов:
1 - прокладки овального сечения;
2 - прокладки восьмиугольного сечения;
3 - линзовые прокладки.
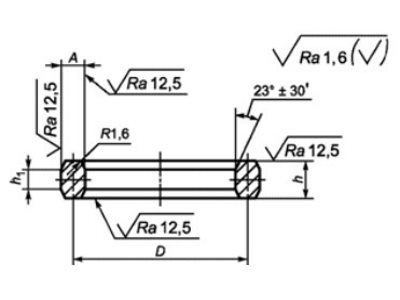
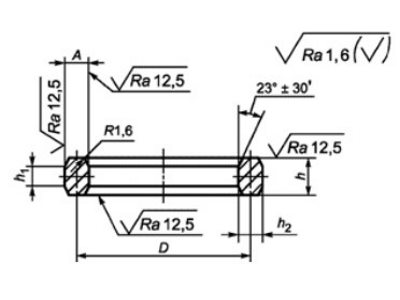
Конструкция и размеры прокладок типа 2 для фланцев по ГОСТ 12815 (исполнение 7) приведены на рисунке 2 и в таблице 1, для фланцев по ИСО 7005-1 (исполнение J) на рисунке 3 и в таблице 1.
1 - прокладки овального сечения;
2 - прокладки восьмиугольного сечения;
3 - линзовые прокладки.
Конструкция и размеры прокладок типа 2 для фланцев по ГОСТ 12815 (исполнение 7) приведены на рисунке 2 и в таблице 1, для фланцев по ИСО 7005-1 (исполнение J) на рисунке 3 и в таблице 1.
Примеры условных обозначений прокладок типа 1 для фланца DN 200, PN 63 из стали марки 08кп:
- для фланцев по ГОСТ 12815:
Прокладка 1-1-200-63-08кп ГОСТ Р 53561-2009
- для фланцев по ИСО 7005-1 [1]:
Прокладка 1-2-200-63-08кп ГОСТ Р 53561-2009
Примеры условных обозначений прокладок типа 2 для фланца DN 200, PN 63 из стали марки 08кп:
- для фланцев по ГОСТ 12815:
Прокладка 2-1-200-63-08кп ГОСТ Р 53561-2009
- для фланцев по ИСО 7005-1 [1]:
Прокладка 2-2-200-63-08кп ГОСТ Р 53561-2009
Примеры условных обозначений прокладок типа 3 для фланца DN 200 из стали марки 20X13:
Прокладка 3-200-20X13 ГОСТ Р 53561-2009
- для фланцев по ГОСТ 12815:
Прокладка 1-1-200-63-08кп ГОСТ Р 53561-2009
- для фланцев по ИСО 7005-1 [1]:
Прокладка 1-2-200-63-08кп ГОСТ Р 53561-2009
Примеры условных обозначений прокладок типа 2 для фланца DN 200, PN 63 из стали марки 08кп:
- для фланцев по ГОСТ 12815:
Прокладка 2-1-200-63-08кп ГОСТ Р 53561-2009
- для фланцев по ИСО 7005-1 [1]:
Прокладка 2-2-200-63-08кп ГОСТ Р 53561-2009
Примеры условных обозначений прокладок типа 3 для фланца DN 200 из стали марки 20X13:
Прокладка 3-200-20X13 ГОСТ Р 53561-2009
Технические требования к прокладкам по ГОСТ Р 53561-2009
Прокладки следует изготовлять в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке из труб, поковок, штампованных заготовок и сортового проката из следующих материалов:
- овальные и восьмиугольные прокладки из стали 08кп по ГОСТ 1050 (применяемые при температуре от минус 40 °С до плюс 475 °С), сталей 08X13, 08X18Н10 и 08X18Н10Т по ГОСТ 5632 (применяемые при температуре от минус 270 °С до плюс 600 °С);
- линзовые прокладки из углеродистых сталей 20 (применяемые при температуре от минус 40 °С до плюс 475 °С), 35 (применяемые при температуре от минус 40 °С до плюс 425 °С) по ГОСТ 1050, легированных сталей 20X13 (применяемые при температуре от минус 40 °С до плюс 450 °С), 12X18Н10Т (применяемые при температуре от минус 270 °С до плюс 600 °С), 10Х17Н13М2Т (применяемые при температуре от минус 253 °С до плюс 700 °С), 10Х17Н13М3Т (применяемые при температуре от минус 196 °С до плюс 600 °С) по ГОСТ 5632, 15ХМ (применяемые при температуре от минус 40 °С до плюс 560 °С), 30ХМ (применяемые при температуре от минус 50 °С до плюс 450 °С) по ГОСТ 4543.
Материал прокладок выбирают в зависимости от условий эксплуатации соединения. Допускается изготовление прокладок из других марок сталей, исходя из условий эксплуатации, по нормативному документу, утвержденному в установленном порядке.
Допускается наличие на прокладке одного поперечного сварного шва. Разность в твердости основного металла и сварного шва не должна быть более 20 НВ. Для сварных прокладок верхний предел температуры указан в 4.2 без учета стойкости к межкристаллитной коррозии.
Прокладки из легированной стали следует подвергать термической обработке. После термической обработки на поверхности прокладок не должно быть отслаивающейся окалины. Допускаются цвета побежалости.
Твердость основного металла прокладок должна быть ниже твердости металла фланца. Разность в твердости металла фланцев и прокладок должна быть не менее 20 НВ.
Измерение твердости проводят не менее чем в трех точках, расположенных по окружности на боковой поверхности прокладок под углом 120°.
На уплотнительных поверхностях прокладок не допускаются раковины, забоины, вмятины, царапины, трещины и другие дефекты. Исправление указанных дефектов заваркой или подчеканкой не допускается. Кромки прокладок не должны иметь заусенцев. Для снятия заусенцев допускается притупление острой кромки до 0,5 мм.
При поставке прокладок маркировка на бирке, прикрепленной к каждой прокладке, должна содержать: товарный знак предприятия-изготовителя, условное обозначение, марку материала и номер настоящего документа.
На боковую поверхность прокладок наносят марку материала.
Прокладки, поставляемые в составе изделия, маркируют в порядке, принятом на предприятии-изготовителе.
- овальные и восьмиугольные прокладки из стали 08кп по ГОСТ 1050 (применяемые при температуре от минус 40 °С до плюс 475 °С), сталей 08X13, 08X18Н10 и 08X18Н10Т по ГОСТ 5632 (применяемые при температуре от минус 270 °С до плюс 600 °С);
- линзовые прокладки из углеродистых сталей 20 (применяемые при температуре от минус 40 °С до плюс 475 °С), 35 (применяемые при температуре от минус 40 °С до плюс 425 °С) по ГОСТ 1050, легированных сталей 20X13 (применяемые при температуре от минус 40 °С до плюс 450 °С), 12X18Н10Т (применяемые при температуре от минус 270 °С до плюс 600 °С), 10Х17Н13М2Т (применяемые при температуре от минус 253 °С до плюс 700 °С), 10Х17Н13М3Т (применяемые при температуре от минус 196 °С до плюс 600 °С) по ГОСТ 5632, 15ХМ (применяемые при температуре от минус 40 °С до плюс 560 °С), 30ХМ (применяемые при температуре от минус 50 °С до плюс 450 °С) по ГОСТ 4543.
Материал прокладок выбирают в зависимости от условий эксплуатации соединения. Допускается изготовление прокладок из других марок сталей, исходя из условий эксплуатации, по нормативному документу, утвержденному в установленном порядке.
Допускается наличие на прокладке одного поперечного сварного шва. Разность в твердости основного металла и сварного шва не должна быть более 20 НВ. Для сварных прокладок верхний предел температуры указан в 4.2 без учета стойкости к межкристаллитной коррозии.
Прокладки из легированной стали следует подвергать термической обработке. После термической обработки на поверхности прокладок не должно быть отслаивающейся окалины. Допускаются цвета побежалости.
Твердость основного металла прокладок должна быть ниже твердости металла фланца. Разность в твердости металла фланцев и прокладок должна быть не менее 20 НВ.
Измерение твердости проводят не менее чем в трех точках, расположенных по окружности на боковой поверхности прокладок под углом 120°.
На уплотнительных поверхностях прокладок не допускаются раковины, забоины, вмятины, царапины, трещины и другие дефекты. Исправление указанных дефектов заваркой или подчеканкой не допускается. Кромки прокладок не должны иметь заусенцев. Для снятия заусенцев допускается притупление острой кромки до 0,5 мм.
При поставке прокладок маркировка на бирке, прикрепленной к каждой прокладке, должна содержать: товарный знак предприятия-изготовителя, условное обозначение, марку материала и номер настоящего документа.
На боковую поверхность прокладок наносят марку материала.
Прокладки, поставляемые в составе изделия, маркируют в порядке, принятом на предприятии-изготовителе.